 ū╔įā¤ßŠĆŻ║
ū╔įā¤ßŠĆŻ║ 24ąĪĢr╩ųÖCų▒ŠĆŻ║189 3199 3397
24ąĪĢr╩ųÖCų▒ŠĆŻ║189 3199 3397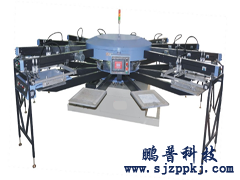





ę╗Ż¼ąąśIĮķĮB
┘N├µÖCŻ║įOéõ┐╔Ęų│╔╚²▓┐ĘųŻ¼Ą┌ę╗×ķ╦═├µ╝ł▓┐╬╗ĪŻĄ┌Č■×ķ├µ╝łŻ¼Ą═╝łĮY║Ž▓┐╬╗ĪŻĄ┌╚²×ķ╩š╝ł░Õ▓┐ĘųĪŻ╦═├µ╝ł▓┐Ęų═©▀^ÖCąĄé„äė░čš¹▐¹├µ╝łę╗ÅłÅł╦═│÷Ż¼Ą═╝łį┌ĄĮ▀_ģR║Ž▓┐ų«Ū░Ž╚╔Ž─zŻ¼╔Ž═Ļ─z║¾═©▀^ģR║Ž▓┐Ė·├µ╝łę╗ēK╦═│÷ĪŻż▀B═Ļ│╔║¾╦═ĄĮ╩š╝ł░Õ╠Äļxķ_╔·«aŠĆĪŻ

Č■Ż¼ŽĄĮyįOėŗĘĮ░Ė
2.1 ĘĮ░Ė▒│Š░
┘N├µÖC─┐Ū░╩ął÷╔Ž╩╣ė├Ą─┐žųŲŽĄĮyĘĮ░Ė×ķPLC+HMI+ūāŅlŲ„+╦┼Ę■Ż╗ŲõųąPLC╩╣ė├ČÓĄ─ŲĘ┼Ų╩Ū╚²┴ŌĪó╦╔Ž┬Ż¼┼_▀_Ż╗HMI╩╣ė├ČÓĄ─ŲĘ┼Ų╩Ū═■Š]═©║═┼_▀_ĪŻė╔ė┌ė└║ĻĮøØ·ą═PLC║═HMIĄ─ąįār▒╚ŽÓī”ė┌Ųõ╦¹ŲĘ┼Ų▌^Ė▀Ż¼╦∙ęįė└║ĻĮøØ·ą═PLC║═HMIį┌╚½ūįäė┘N├µÖCųąĄ─æ¬ė├Ū░Š░║▄║├ĪŻ
2.2 ┐═æ¶ąĶŪ¾
Ė∙ō■┐═æ¶ę¬Ū¾Ż¼╚½ūįäė┘N├µÖCĄ─š¹¾wäėū„ąĶę¬▀_ĄĮŲĮĘĆ╦═├µ╝łŻ¼├µ╝ł┐ņĄĮĢråóäėĄ═╝łŻ¼Ą═╝łĖ·├µ╝ł═¼ĢrĄĮ▀_ģR║Ž³cŻ¼Ą═╝łĖ·├µ╝łģR║Ž║¾╦═ĄĮ╩š╝ł░ÕŲżÄ¦╔ŽŻ╗┴Ē═Ō┐═æ¶▀ĆąĶę¬īŹ¼F╦┘Č╚š{š¹Ż¼╝▒═ŻŻ¼Ą╚ĖĮ╝ė╣”─▄ĪŻ
2.3 ĮŌøQĘĮ░Ė
╚½ūįäė┘N├µÖCų„ę¬ė├ė┌═▀└Ń╝łĄ─┘N├µ╣żū„ĪŻĖ∙ō■äėū„╝░╣ż╦ćę¬Ū¾Ż¼įōĘĮ░Ėų„ę¬░³└©ŽĄĮyė▓╝■įOėŗ║═ŽĄĮy▄ø╝■įOėŗŻ╗ŲõųąŽĄĮyė▓╝■įOėŗ░³└©ė▓╝■Ż©«aŲĘŻ®┼õų├ĪóÖCąĄĮYśŗ║═ļŖÜŌ┐žųŲĄ╚╚²▓┐ĘųŻ¼ŽĄĮy▄ø╝■įOėŗ░³└©┴„│╠┐žųŲĪóI/O┼õų├║═│╠ą“įOėŗĄ╚╚²▓┐ĘųŻ╗

╗∙ė┌╔Ž╩÷Ė„ĒŚ╝╝ągųĖś╦Ż¼╚½ūįäė┘N├µÖCŽĄĮyĘĮ░Ė╝▄śŗ╚ńłD2-2Ż╗▒ŠĘĮ░Ė┐žųŲŽĄĮy▓╔ė├ė└║ĻĮøØ·ą═FBSŽĄ┴ąPLC┐žųŲŲ„Ż¼ų„ę¬┐žųŲš¹¾wįOéõĄ─äėū„┴„│╠Ż╗ūāŅl▓┐Ęų▓╔ė├ėó═■“vūāŅlŲ„Ż¼Ęųäe┐žųŲ╦═├µļŖÖCŻ¼─z▌üļŖÖCŻ¼╦┼Ę■×ķ¢|┴Ō1.5KWŻ¼╔Ž╬╗ÖC▓╔ė├ė└║ĻĮøØ·ą═HUŽĄ┴ąHMI▓┘ū„Įń├µŻ¼╠ß╣®ūįäė▓┘ū„Īó╩ųäėš{įć║═ģóöĄįOČ©Ą╚Įń├µŻ¼ė├æ¶┐╔Ė∙ō■ūį╔ĒąĶŪ¾▀MąąĖ„ĒŚ▓┘ū„║═ģóöĄįOų├ĪŻ
╚²Ż¼ŽĄĮyė▓╝■įOėŗ
3.1 ė▓╝■┼õų├
╚½ūįäė┘N├µÖCŽĄĮyė▓╝■ė╔ė└║ĻFBS-60MAT2-AC PLC┐žųŲŲ„Īóė└║ĻHU070L-00 HMIė|├■Ų┴Īóėó═■“vūāŅlŲ„Īó¢|┴Ō╦┼Ę■╝░ŲõļŖÖC║══Ōć·▌ö╚ļ▌ö│÷ŠĆ┬ĘŻ©░³└©░┤ŌoĪóųĖ╩Š¤¶║═Ęõ°QŲ„Ą╚Ż®ĮM│╔ĪŻ
3.2 ÖCąĄĮYśŗ
╚½ūįäė┘N├µÖCĄ─ÖCąĄĮYśŗų„ę¬ė╔╚²▓┐ĘųĮM│╔Ż║╦═├µ╝ł▓┐ĘųŻ¼├µ╝łĄ═╝ł╝»║Ž▓┐ĘųŻ¼╦═│╔ŲĘ▓┐ĘųĪŻ
3.3 ļŖÜŌ┐žųŲ
╚½ūįäė┘N├µÖCĄ─ļŖÜŌ┐žųŲ▓╔ė├ė└║ĻPLCū„×ķįOéõ║╦ą─┐žųŲå╬į¬Ż¼īŹ¼Fī”ūāŅlŲ„║═ÜŌäėį¬╝■Ą╚ł╠ąąå╬į¬Ą─┐žųŲĪŻ

╦─Ż¼ŽĄĮy▄ø╝■įOėŗ
4.1 ╣ż╦ć┴„│╠
╚½ūįäė┘N├µÖCĄ─╣ż╦ć┴„│╠ų„ę¬░³└©╚²▓┐ĘųŻ║╦═├µ╝łĪó╦═Ą═╝łŻ¼ż▀BŻ¼╚²éĆ▓┐ĘųĄ─äėū„ĪŻ├µ╝ł═©▀^ÖCąĄé„╦═å╬Åł╦═│÷Ż¼├µ╝łĮėĮ³Ąū▓┐Ģr╦┼Ę■åóäė╦═Ą═╝łŻ¼├µ╝ł║═Ą═╝ł═©▀^ē║║Ž▓┐ż▀BĄĮę╗ēKĪŻ

4.2 ┐žųŲ┴„│╠

4.4 PLC╣”─▄ųĖ┴Ņæ¬ė├
4.4.1 ģóöĄįOų├ųĖ┴Ņ
ė└║ĻPLC▒ŃĮ▌Ą─═©ėŹųĖ┴ŅŻ©FUN150Ż®Ż¼ę╗éĆ═©ėŹųĖ┴Ņ┐╔īŹ¼Fī”ČÓéĆÅ─šŠĄ─485═©ėŹŻ¼ė└║ĻFUN150ųĖ┴Ņ▓╔ė├▒ĒĖ±ą╬╩Į▀MąąŠÄ▌ŗĪŻ
4.5 HMIæ¬ė├
Ė∙ō■╣ż╦ćę¬Ū¾Ż¼╚½ūįäė┘N├µÖCąĶę¬╩ųäėå╬▓ĮįćÖCŻ¼š¹¾wūįäė▀\▐DŻ¼ģóöĄš{š¹Ż¼ł¾Š»«ŗ├µ╠ßąčĪŻ


TEL:0311-85595655 18931993397
TEL:0311-85595655 18931993397
 ╩█Ū░ū╔įā
╩█Ū░ū╔įā ╣ż│╠ū╔įā
╣ż│╠ū╔įā ╝╝ągų¦│ų
╝╝ągų¦│ų